�ڮ�����H��Դ�������漤�ң����y��Դ���R�ݽߵ���r�£��_�l�������������|��Դ���ڱ��С�ͨ�^���҇���ľ�����|�YԴ���{���֪��ÿ����8��10�|t�֘I“��ʣ”���ɷ�ʣ������ʣ����ӹ�ʣ��������������|��Դ��ԭ�ϡ���ľ�����|����ȼ�ϣ���
�w���C����
�ն����K�C�ӹ����ƶ��ɣ����П�ֵ�^�ߣ�ȼ���坍�������ú̿���ڼ��g�����ڌ��F�����c��
�����|���س��ͼ��g�nj����^���飬������һ�����ȵ������|����D�����͙C�У���һ�������������£��ƳɉK����ĵ��ܺļӹ����g������r���֘I�ďU�����D������Դ��ʹ�YԴ�õ�������ã����p���ˌ��h������Ⱦ������ȼ�Ͽ����������|�⻯�t����Чȼ���t��С��偠t��ȼ�ϣ�Ҳ�����Mһ��̿��������ұ�𡢻������ИI��߀ԭ�������ӄ��ȣ�����ЏV韵đ���ǰ����
1��ϵ�y�M�ɼ�����ԭ��
1.1ϵ�y�M��
���͙CҺ������ϵ�y��PLC�������C��Һ����������A/D�D�Q����ģ�M��ݔ��ģ�K������λ�_�P�����o��늴��y���|�����ȽM�ɣ�����ϵ�y��D��D1��ʾ��

1.2 ϵ�y����ԭ��

���͙CҺ��ϵ�y����ԭ����D2��ʾ������ҪҺ��Ԫ�����Q���������¡�
���A���ף����ڌ��A���}�����ω��s�������}�ȣ�
�ړQλ�ף�����ԭ�ϵĉ��s���ͣ�
�������ף����ڌ��A���}�́������������ͣ�
�������ף��������������ĉ�����
��늴ſ����y�����ڿ��Ƹ����\�ӷ���
�މ��������������b�ڸ����M��̎�����ڜy���������M�Ќ��r�O�ء�
�����|���͙CҺ��ϵ�y����ɵĻ����������£�늙C���������M�ϗU���D�M�Ϻ���Һ���Ϳ����A�����s���ϣ��S�����������Mһ�����s���ϲ�ʹ����ͣ��������A����λ�Qλ���ӳ��͉K�����͙C����һ�ˣ������ƺõij��͉K�͵����Ͽڣ�����һѭ�h���ɳ��ϗU�����͉K�Ƴ����͙C��
2ϵ�yӲ���OӋ
2.1����������
���͙CҺ������ϵ�y�������ĉ���ֵ�Ї����Ҫ�����1��ʾ��
��1��������
|
�� |
����������MPa�� |
|
�A���� |
10��13.5 |
|
������ |
10��13.5 |
|
������ |
10��40 |
����ϵ�y����Ҫ������h���ȾC�����أ������x���Ă�����������MSI��˾���a��MSP300�Ͳ��P䓉�������������׃���������䉺���ɸ��_70MPa��ݔ��늉��������Ŵ�ݔ�������ȸߣ������ضȷ�������
2.2��λ�_�P
��Һ��ϵ�y��һ������10����λ�_�P���քe�b�ڃ�߅���Q���A������λ����һ����������������λ�����ɂ������Qλ������λ�����ɂ������Á�������\�Ӽ��M�Ј��ơ����w�����^�����£���Ԫ�������Ę�̖Ҋ��2����

���_�P�_�����A�������_���A�O������ֹͣ�\�ӣ��������£������_���A�O������������������λ�_�PSQ2-1(SQ5-1)�r��ֹͣ�\�ӣ������_���A�Oֵ��δ������λ�_�PSQ2-1(SQ5-1)���t���˕rȫ�Cֹͣ����������������λ�_�PSQ2-1��sQ5-1��������δ���A�Oֵ���t�^�m�Ӊ���ֱ���_���������r��ֹͣ�\�ӣ�������λ����������λ�_�PSQ2-2( SQ5-2)�r����ֹͣ�\�ӣ��Qλ���_ʼ�\�ӣ�������λ�_�PSQ3-1(SQ6-1)�r����ֹͣ�\�ӣ��A����λ��������λ�_�PSQl-1(SQ4-1)�r����ֹͣ�\�ӣ��Qλ��λ��������λ�_�PSQ3-2(SQ6-2)�r����ֹͣ�\�ӣ��c��ͬ�r���M��늙C�������_ʼ�M�ϡ����ˣ����͙C���һ�ι����^�̣��M����һ������ѭ�h��
2.3 PLC�������ϵ�y
���]�����͙Cϵ�y�Ŀ���Ҫ��ݔ���ݔ���O��Ĕ�����PLC��̎����ģ�M�������أ��҂��x�������T�ӵ�PLC�����ڳ��͙Cϵ�y����Ҫ�^���I/O�c��������Ҫģ�M��ģ�K�ĔUչ�Լ��˙C�������̖��ݔ���������ͳɱ����OӋԭ�t��PLC�x����SIMATIC S7-200 CPU266��������EM235ģ�M��ݔ�룬ݔ��ģ�K̎��������ɼ�����늉���̖��
2.4 PLC��I/O�ڶ��x
����PLC���x��Ϳ���Ҫ�������PLC��ݔ����̖��14·��ݔ����̖��10·�����w���x���2��ʾ��
3ϵ�yܛ���OӋ
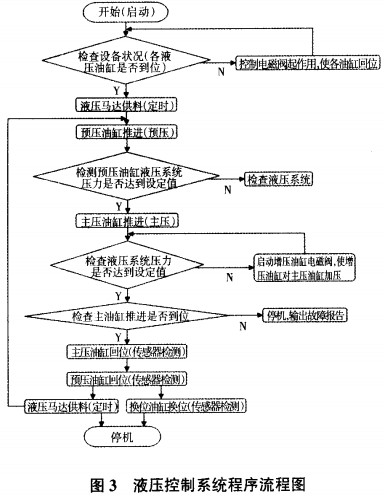
ʹ��STEP7-Micro��WIN����ܛ����ϵ�y�����^���M�о��̣��������ʡ�ԣ��������̈D��D3��ʾ��
�ٌ��F�Ԅӿ��ơ���ϵ�y���_�P���Ԅӿ����_�P���_��ϵ�y����ȫ̎���Ԅӹ����^�̡����șz��������Ƿ�λ���_ʼ�M�ϣ��r�g�O����2��3s�����S���A�������M���������_���O��ֵ�rֹͣ���˕r���������M�����_�������O��ֵ�r��������������_�������t�������Ӊ������z���������Ƿ�λ������]�е�λ���t��ȫ�Cֹͣ������ݔ�����ψ�棻�����λ���t������ֹͣ�Ӊ����_ʼ��λ���ɂ������z�y��λ��ֹͣ��Ȼ���A�����_ʼ��λ���ɂ������z�y��λ��ֹͣ���˕r��Һ���R�_�_ʼ�����������ϣ����r�g�O����2��3s��ͬ�r�Qλ���_ʼ�Qλ���ɂ������z�y��λ��ֹͣ�����ѭ�h��ȥ��������ͣ�C�_�P�r��ȫ�Cֹͣ������
�ڌ��F�քӿ��ơ���ϵ�y���_�P���քӿ����_�P���_��ϵ�y�����Ԅ��\�У���Ҫͨ�^�քӿ��Ƹ����o�팍�F�����Ą��������M���λ����Һ���R�_�Ą����������ϣ����Ҹ����Ą��������ɔ_���Ϊ��\�С��քӿ����^��߀�����ڌ��F�β��z�yϵ�y���ϡ�
4���ϙz�y�OӋ
�ڳ��͙CҺ������ϵ�y�У���횱��C����ԭ���_��ָ��λ�ò����M���и����������ĉ���λ���bһ��������������һ����λ�_�P��ͬ�r���������ĉ�����λ�á������������_���A�O������ֵ��߀δ���|����λ�_�P���˕rϵ�y���F���ϣ����C��ֹͣ�\�У��z����ϣ��������������{����
5�Y���Z
���ĵĄ����c�nj�PLC�c���������g��Y�ϣ���ʹ���|������������ԭʼ�ęCе�քӿ��Ƴ��͙Cϵ�y��������ϵ�y���Ԅӻ��Ϳ�ҕ����ͬ�r�p���˄ڄӕr�g�������˄ڄӳɱ�����������ϵ�y�Ĺ���Ч�ʣ����ЏV韵đ���ǰ����
���T�{��ͨ����Դ��Ҫ���a�N�۔D��ʽ�hģ�w���C���ն����K�C������w���C�������|ȼ����ϳ��͙Cе�O�䡣
